想要直观了解威海(当地)紫铜片止水实力厂家价格产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:威海(当地)紫铜片止水实力厂家价格的图文介绍
紫铜片止水实力厂家价格")
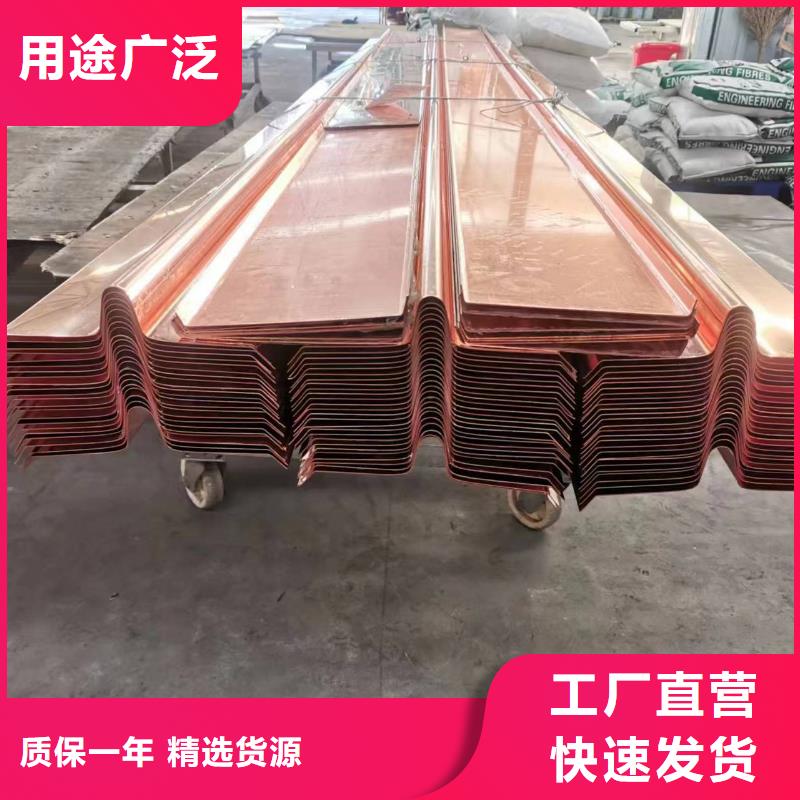
由于止水铜片具有抗腐蚀能力强,抗拉强度高,延展性强 ,以及可塑性强等特点,威海止水铜片广泛的应用于基础止水、大坝止水以及隧道止水等当中。为了减少洪涝灾害以及便于对蓄水的利用,很多大型蓄水建筑都需设置止水铜片大坝止水。大坝止水同其他止水建筑一样,需要在施工前期以及施工过程中,对各个环节做到严格把关,因为一旦出现病危状况,那么从人力、物力以及财力方面,都是一项非常重大的损失。那么,首先就是对于大坝止水的材料选择方面。 总体来讲,大坝止水工程所采用的止水材料包括橡胶止水、铜止水和不锈钢止水等,其中常用的形式为651型橡胶止水带或国标止水带,以及W型止水铜片、F型铜止水。以三峡大坝为例,三峡大坝混凝土工程中,所应用的止水带主要为铜止水带和塑料止水带。 对于大坝止水,我们选用的止水材料大都选择 标准规格型号,以期达到 的止水效果。除了常规的原材料准备外,因止水施工过程中的转角设施,我们还会用到铜止水接头做为止水铜片的衔接,按其厚度可分别采取折叠、咬接或搭接,咬接或搭接的形式,需要注意搭接需采用双面焊,且搭接长度要求不小于20mm。在焊接作业前须递交试焊样品报监理单位批准后方可进行,要求焊工只有经过考试合格后方可施焊并挂牌上岗。同类材料的衔接接头,均需采用与母体相同的焊接材料,铜止水接头如需用黄铜焊丝,需经监理工程师批准后方可使用。 使用的铜止水主要为开敞型中的Ω型,根据铜止水带厚度分为Ⅰ型和Ⅱ型。Ⅰ型铜止水带主要设置在大坝混凝土受水压力较大的部位(坝前甲块EL110.0m以下),距迎水混凝土表面3m处,在此处设有两道铜止水带,间距为1.5m,其中间设有三角排水槽。Ⅰ型铜止水带厚度为1.6mm,下料宽度为750mm,加工成型后宽度500mm。Ⅱ型铜止水带主要设置在受水压力较小的部位(坝前甲块EL110.0m以上顺接Ⅰ型)、廊道过缝周边、压力钢管和排砂钢管过缝周边以及主副厂房分缝处,厚度为1.2mm,成型后宽度500mm。 塑料止水带主要651型橡胶止水带,设置在纵缝和横缝封闭灌区止浆、主副厂房电梯井施工缝、分层水平施工缝、排水管沟等分缝处。
紫铜片止水实力厂家价格")
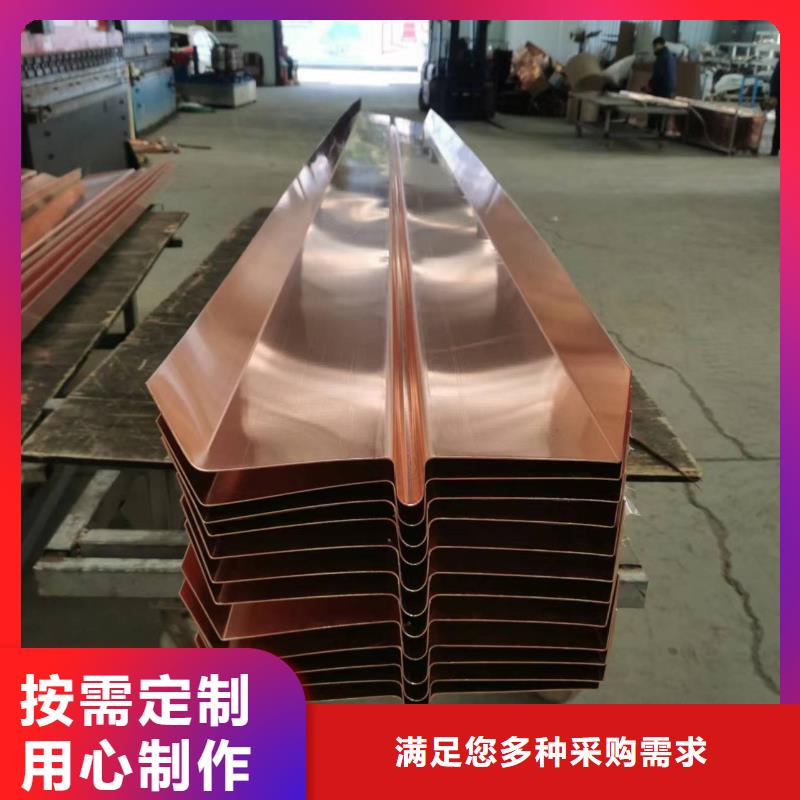
铜止水片焊接过程中焊嘴和焊条应做均匀协调的摆动,威海止水铜片以控制熔池的热量适当、形状、大小始终保持一直。而在现场焊接作业过程中常常存在如下问题:焊嘴在沿焊缝纵向移动、横向摆动的同时,为做上下跳动,造成熔池温度过高;焊嘴的倾斜角度为按不同阶段进行适当调整;为按照所需火焰能率的变化改变焊条的位置和填入焊条的速度,造成熔池的形状和大小不一致。因此,焊接过程中焊嘴和焊条运动存在不协调情况,造成熔池热量、形状、大小控制不符合要求,从而影响了焊接质量。 细化焊嘴、焊条运动方向控制方案:焊嘴和焊条的运动包括三种动作:a,沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。B,焊嘴沿焊缝做横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。C,焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。在焊接时,焊嘴在沿焊缝纵向移动、横向摆动的同时,还要做上下跳动,以调节熔池的温度。 国标止水铜片,根据《水工建筑物止水材料相关规定》,其物理性能需满足抗拉强度205MPa及以上,延伸率在30%以上,铜含量超过99.9%才可称为国标止水铜片。 威海生产的止水铜片,经质检部门检验合格,属国标产品。且我公司可免费提供质检报告以及质量保障书。同时由于我公司属加工销售一体企业,具有自己的加工生产以及研发团队,因此可批量生产止水铜片,可根据设计大样图免费成型。厂家直销,批量生产,价格优惠,欢迎来电咨询!
紫铜片止水实力厂家价格")
紫铜片止水实力厂家价格")
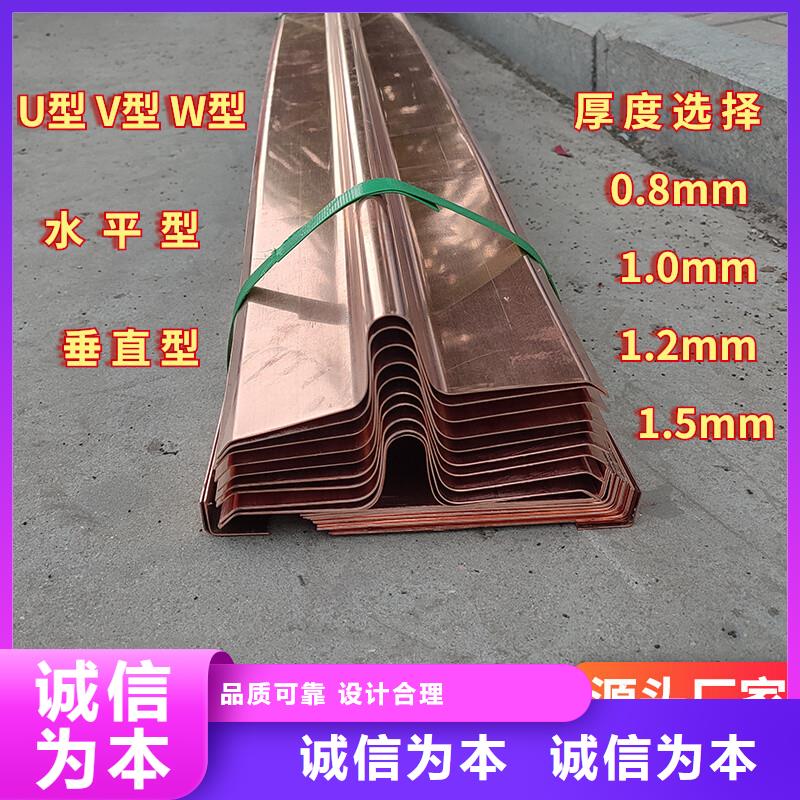
紫铜止水的防水效果主要由材料执行标准的达标情况、设计的威海止水铜片止水铜片形状以及安装施工三个方面决定,那么又该满足怎样的标准才能保证紫铜止水的防水效果呢? 首先,紫铜止水的材料要求满足 标准,水工建筑防水铜产品多由T2型材加工而成,其抗拉强度以及延伸率根据要求选择软化退火态(O60抗拉强度大于195MPa,延伸率大于30%)、四分之一硬态(H01抗拉强度215~295MPa,延伸率大于25%)、二分之一硬态(H02,抗拉强度245~345MPa,延伸率大于8%)。 其次,在紫铜止水原材料质量达标的基础之上,为了更大限度的应用其防水作用,止水铜片的设计应尽量含有立腿,铜鼻子深度以及宽度符合正常施工缝标准。 第三,紫铜止水的安装施工方面,确保铜鼻子中心线与施工缝中心线的偏离程度小于5mm,大骨料不能在紫铜止水片周围堆积、下料以及振捣。 紫铜止水焊接件要求无孔洞、斑点、砂眼、裂纹,且表面应光滑,无渗水、漏水现象。 在工厂加工的铜止水片一抽查为主,抽查数量不少于接头总数的20%。而在现场焊接的接头,应逐个进行外观和渗透检查。
紫铜片止水实力厂家价格")
紫铜片止水实力厂家价格")
紫铜片止水实力厂家价格")
金鸿耀工程材料有限公司生产的 威海聚丙烯网状纤维、产品销往全国十多个省、市、自治区,由于质量高、服务好、价格低,受到广大消费者的一致好评。我们本着“诚信经营、不断创新、顾客至上”的经营理念,在生产销售各种规格的 威海聚丙烯网状纤维、产品的同时还按照用户需求进行来图加工和来样加工,制造上述或其他产品。把企业着力打造成专业化程度高、服务好 威海聚丙烯网状纤维、生产厂家。
紫铜片止水实力厂家价格")
紫铜片止水实力厂家价格")



 扫一扫
扫一扫