


 扫一扫
扫一扫
兴昊管道有限公司开拓创新,不断去完善和提高 西双版纳内外涂塑复合钢管、产品的质量,对产品精益求精,对客户细心服务,以“技术、服务、节能、环保”为理念,以维护地球生态环境,创造美好人居环境为目标。在人类面临着“能源危机”和“温室效应”威胁的今天,兴昊管道有限公司的 西双版纳内外涂塑复合钢管、将会得到更加广泛的应用! 客户的满意和对社会节能环保的贡献,是我们不断前进的动力!



州兴昊管道有限公司是国内早期主要从事母线槽、电缆桥架、镀锌钢导管.电气成套设备等以及电镀、喷塑为一体的大型民营企业。公司拥有先
进的生产设备、雄厚的生产实力i具有经验丰富的专业设计人员和生产工艺人员队伍.具有从设计,制造.安装配套以殛售后服务高效完整体系。秦
西盟电气率先通过lS09002国际质量体系认证和获得ccc中国产品强制认证.产品被广泛应用于全国各重点建设工程并获得广大用户一致好评,
并且以“西盟”牌注册商标产品在市场上有很高的认知度。
薄壁不锈钢管的诞生,为不锈钢管进入民用市场创造了非常有利的条件,很多人的原则就是能省则省,而选择塑料管,老化问题也比较突出,阳光
、温度、化学物质、机械因素、时间都会引起它的老化,老化的塑料在水压的冲击和水锤作用下易发生爆炸,使用寿命大大降低,省钱装水管,而
后并没有省很多时候,都因为在装修室内隐藏太深,人们都无法很快察觉,毕竟刚装修好,问题很难立马“反映”出来。后来,所有的冷热水管都
换成了不锈钢管,使用10多年后,将冷热水管道拆开,研究不锈钢管道和接头的使用情况,316不锈钢和304不锈钢其性能差不多,两者的耐腐蚀性
表现优势不同,304钢管在干燥、洁净的环境中具有对优异的耐腐蚀性能;316不锈钢就有耐海洋和腐蚀性工业大气的能力,316不锈钢管的管理表现
良好。



近年来,随着镀锌工艺的发展,高性能镀锌光亮剂的采用,镀锌已从单纯的防护目的进入防护-装饰性应用。镀锌溶液有 镀液和无氰镀液两类
。 镀液中分氰、低氰、中氰、和高氰几类。无氰镀液有碱性锌酸盐镀液、铵盐镀液、硫酸盐镀液及无氨氯化物镀液等。氰化镀锌溶液均镀
能力好,得到的镀层光滑细致,在生产中被长期采用。但由于 剧毒,对环境污染严重,近年来已趋向于采用低氰、氰、无氰镀锌溶液。镀
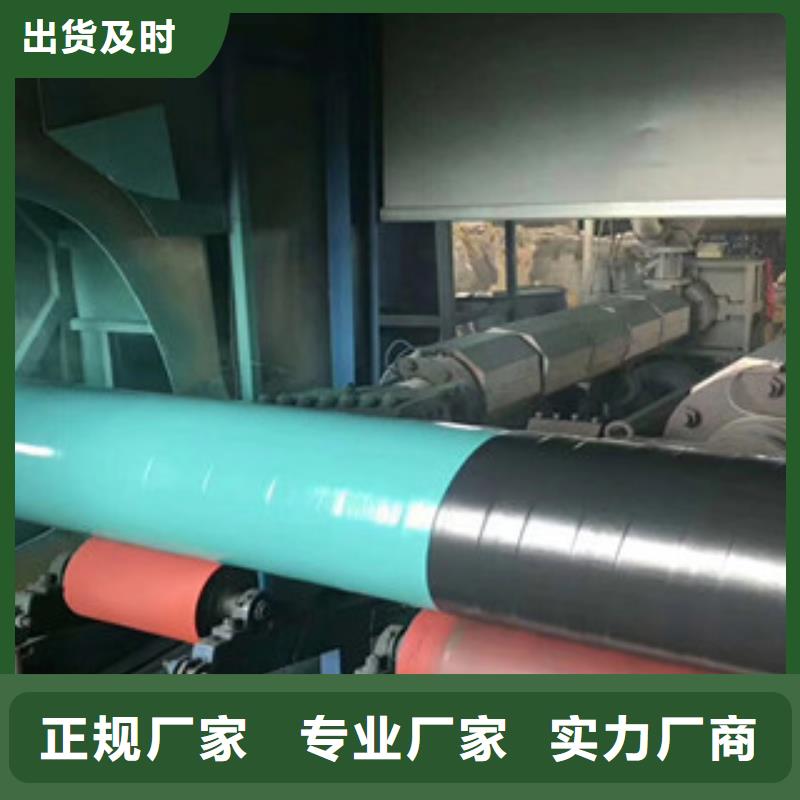
锌内衬不锈钢复合管在市场上已经历长达近20年的考验,是目前相当有经济价值和环保的管材兴昊管道专业生产镀锌内衬不锈钢复合管已有16年的光
景,镀锌内衬不锈钢复合管生产线条六十条已成为行业里专业品牌,质量可靠,服务周到,誉保证!


(1)内衬不锈钢复合钢管焊接方法
推荐采用手工电弧焊,对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时
,焊丝采用同E309相同成分的A302焊丝。
(2)焊接程序是。
内衬不锈钢复合钢管焊接设备应满足焊接工艺要求。 并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。
(3)焊接要求
内衬不锈钢复合管复材焊缝表面应尽可能与复材表面保持平整,光顺,焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,
即降低熔和比。为此应采用较小直径的焊条或焊丝,为较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
(4)焊后清理
内衬不锈钢复合钢管焊后应仔细清理焊件表面的烛渣,焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理 完毕,应在基材焊缝附近
的明显部位打上焊工印记以便日后考查。



技术支持:k797.com